Како што сите знаете, конекторите се составени од пластични куќишта и терминали.Каков е процесот на правење пластични кутии, терминали, а потоа нивно склопување во конектори?Оваа статија ќе го претстави процесот на производство на конекторот.

1, печат
Процесот на производство на електронски конектори обично започнува со иглички за печат.Електронските конектори (иглички) се печат од тенки метални ленти со големи преси со голема брзина.Едниот крај на голема ролна метален ремен се внесува во предниот крај на машината за дупчење, а другиот крај се намотува во тркалото за тркалање преку хидрауличната маса на машината за дупчење, а тркалото со ролна ремен го извлекува металниот појас. и го ролни готовиот производ.
2, галванизација
Иглата на конекторот треба да се испрати во делот за галванизација по печат.Во оваа фаза, електронската контактна површина на конекторот е обложена со различни метални облоги.
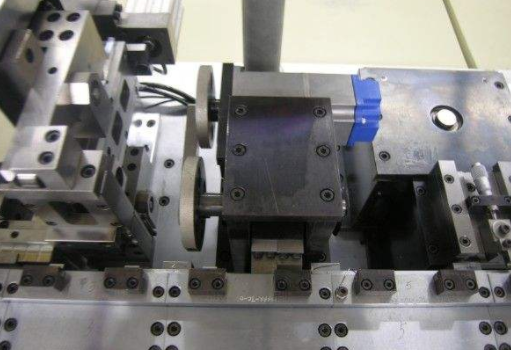
 3, инјекција
3, инјекција
Држачот за пластична кутија за електронскиот конектор е направен во фазата на вбризгување.Вообичаениот процес вклучува инјектирање на стопена пластика во метални мембрани, кои потоа брзо се ладат за да се формираат.Таканареченото „истекување“ се јавува кога стопената пластика не ги полни целосно мембраните.Ова е типичен дефект што треба да се тестира за време на калапи со инјектирање.Други дефекти вклучуваат полнење или делумно блокирање на дигалката (кој мора да се одржува чист и деблокиран за правилно вметнување на иглата за време на конечното склопување).Системот за машинска визија што се користи за проверка на квалитетот по обликувањето со вбризгување е релативно едноставен бидејќи позадинското осветлување може лесно да ги идентификува протекувањето на седиштата во кутијата и приклучоците за приклучоци.
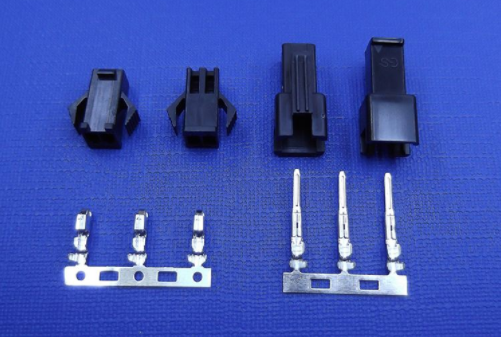
4, собранието
Последната фаза од производството на електронски конектор е завршено склопување.Постојат два начина за поврзување и приклучување на галените иглички со седиштето на кутијата за инјектирање: единечен приклучок или комбиниран приклучок.Посебното вметнување се однесува на секое вметнување на игла;Комбинација на мноштво иглички во исто време со седиштето на кутијата.Без оглед на начинот на вметнување, производителот бара сите пинови да се тестираат во фазата на склопување за протекување и правилно позиционирање;Друг вид на рутинска задача за проверка е поврзана со мерењето на растојанието на површината за парење на конекторот.
 Горенаведеното е производствен процес на конекторот, иако има стотици илјади модели на конектори толку многу, но производството на конекторот е приближно таков чекор.
Горенаведеното е производствен процес на конекторот, иако има стотици илјади модели на конектори толку многу, но производството на конекторот е приближно таков чекор.
Време на објавување: Февруари 12-2022 година